
Cross Rolling
Product for simulation cross-roll piercing and cross helical rolling
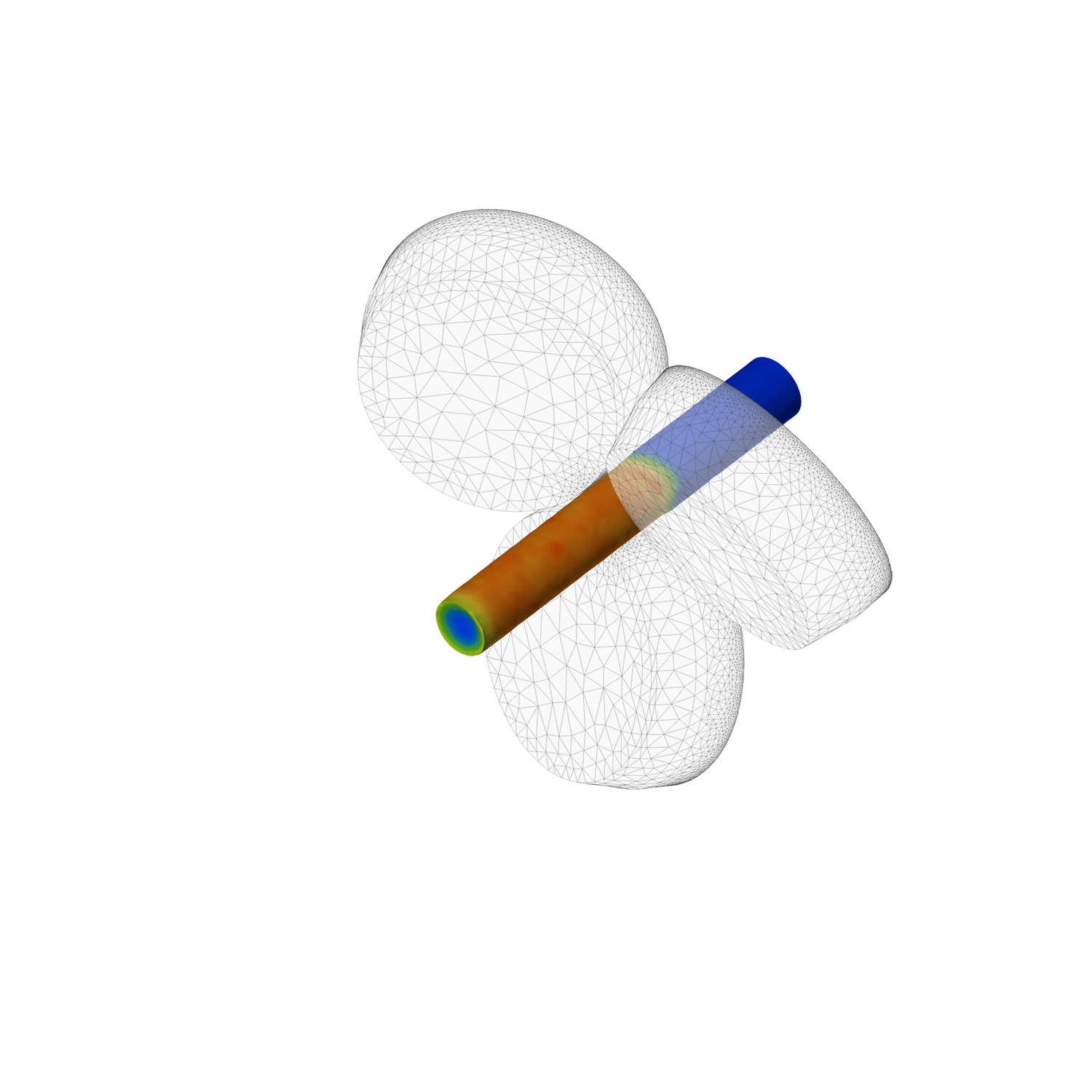
Cross-roll piercing (rotary tube piercing, Mannesmann piercing) and cross helical rolling (three-roll skew rolling) belong to the incremental processes class where deformation occurs in a small localized area of the workpiece and the workpiece itself is processed sequentially to obtain a finished product. The deformation zone is moved around the part as it rotates and thus the deformation is performed in the whole volume. A characteristic feature of cross-roll piercing (rotary tube piercing) and cross helical rolling (three-roll skew rolling) is that metal continuity failure occurs after some reduction of the diameter and this crack propagation forms the cavity in the central part of the workpiece. It is possible to identify the formation of the cavity and the zone where ductile fracture is occurring by estimating the stress-strain state using the QForm UK software with the implementation of fracture criteria. It is important to establish whether the formation of cavities happens as the result of brittle metal fracture or severe plastic deformation of the workpiece core under the influence of shear stresses (ductile failure).
Such incremental processes are the most complex for simulation and impose specific requirements for the core of solvers and finite element mesh generator:
A special mesh is required in the moving plastic deformation zone
Volume constancy is required throughout the deformation process
An acceptable simulation time must be provided while ensuring an accurate calculation
Consideration for building finite element mesh in a rotating workpiece body
The modern software package QForm UK fulfills all the requirements for modeling cross-roll piercing and cross helical rolling.